Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-05-18 Herkunft:Powered









Die Branche der PET-Folienherstellung im Jahr 2026 wächst rasant und treibt die starke Nachfrage nach fortschrittlichen Platten-/Platten-/Folienextrusionsmaschinen und hocheffizienten PET-Folienproduktionslinien voran. Da die globalen Schrumpffolienmärkte weiter wachsen, rüsten Hersteller ihre Extrusionsausrüstung zunehmend auf, um die Produktqualität, Automatisierung und Produktionseffizienz zu verbessern.
Heutige Hersteller von PET-Folien müssen ein Gleichgewicht zwischen Dickenpräzision, Transparenz, Barriereleistung, Energieverbrauch und Recyclingmaterialkompatibilität herstellen und gleichzeitig den globalen Lieferketten- und Kostendruck bewältigen.
In diesem Leitfaden werden PET-Folienherstellungsprozesse, Extrusionslinienkonfigurationen, Produktionsherausforderungen und PET-Folien-/Folienextrusionsmaschinenlösungen untersucht, um Herstellern dabei zu helfen, ihre Effizienz zu verbessern, Kosten zu senken und die Wettbewerbsfähigkeit ihrer Produkte zu steigern.

PET-Folie, auch Polyethylenterephthalat-Folie genannt, ist ein hochleistungsfähiges thermoplastisches Material, das häufig in den Bereichen Verpackung, Thermoformen, Druck, Elektronik, Medizinprodukte und Industrieanwendungen eingesetzt wird. PET-Folie bietet hervorragende Transparenz, mechanische Festigkeit, Dimensionsstabilität und chemische Beständigkeit.
Moderne PET-Folienprodukte werden typischerweise durch Präzisionsextrusionstechnologie mit professionellen PET-Folien- und Folienextrusionsmaschinen hergestellt.
PET-Folie wird durch einen kontinuierlichen Extrusionsprozess hergestellt, der Folgendes umfasst:
Trocknen von PET-Harz
Schmelzextrusion
Filtration und Schmelzedosierung
T-Düsen-Blechformen
Dreiwalzenkalandrierung
Kühlen und Trimmen
Automatischer Aufzug
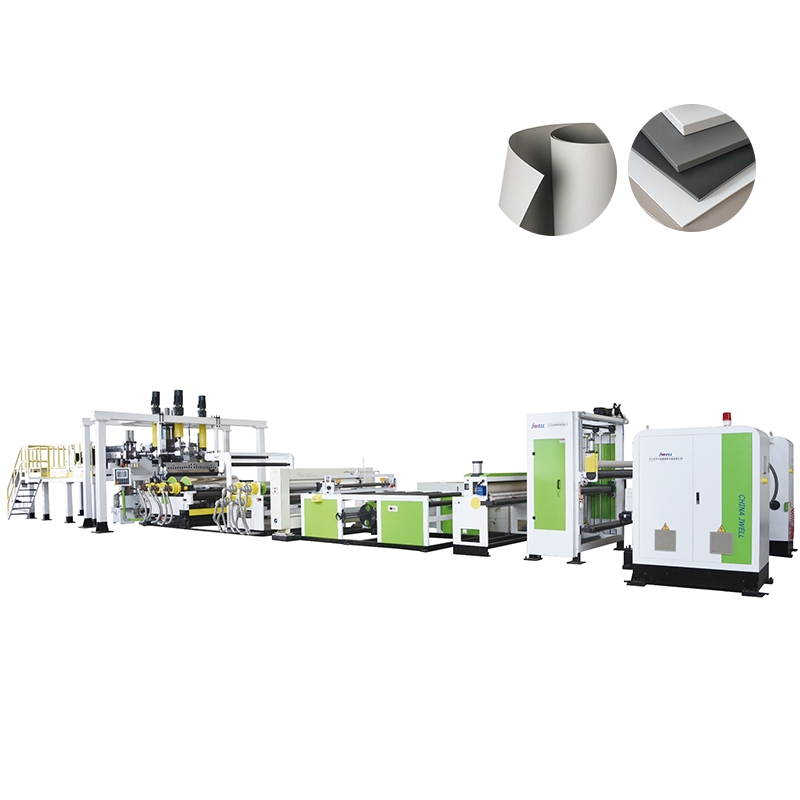
Eine komplette PET-Folienextrusionslinie umfasst im Allgemeinen:
Entfeuchtungstrocknungssystem
Doppelschneckenextruder
Hydraulischer Siebwechsler
Schmelzpumpe
T-Matrizen-System
Dreiwalzenkalander
Kühlrahmen
Automatische Wickelmaschine
Hochleistungsfähige Platten-/Platten-/Folienextrusionsmaschinen helfen Herstellern dabei, eine stabile Dickenkontrolle, hervorragende Transparenz und eine hohe Produktionseffizienz zu erreichen.
Wenn Sie flexible Verpackungen oder Industrielaminate entwickeln, beginnt die Leistung mit den Eigenschaften des Grundmaterials. PET-Folien zeichnen sich durch ihre einzigartige molekulare Struktur aus. Durch den Streckprozess werden Polymerketten ausgerichtet, um außergewöhnliche physikalische Eigenschaften zu schaffen.
Die thermische Beständigkeit bestimmt, wo ein Material sicher funktionieren kann. Standardmäßiges biaxial orientiertes Polyester funktioniert sicher zwischen -40 °C und 150 °C. Es weist einen hohen Schmelzpunkt von etwa 250 °C auf. Diese extreme thermische Stabilität ist für die Hochgeschwindigkeitsverarbeitung von entscheidender Bedeutung. Das Substrat widersteht der thermischen Schrumpfung stark, wenn es durch heiße Drucköfen oder Laminierwalzen läuft. Sie vermeiden Bahnverzerrungen, wodurch Fehlregistrierungen in Ihren Drucklinien reduziert werden.
Eine hohe Bahnfestigkeit verhindert direkt Maschinenstillstände. Während des BOPET-Herstellungsprozesses dehnen Extruder das Material sowohl in Maschinen- als auch in Querrichtung. Typische Streckverhältnisse liegen zwischen 3:1 und 4:1. Diese biaxiale Ausrichtung ermöglicht eine beeindruckende Zugfestigkeit von 200–250 MPa. Sie erhalten eine hervorragende Struktursteifigkeit. Dadurch können Sie die Materialstärke reduzieren, ohne die Leistung automatisierter Verpackungslinien zu beeinträchtigen.
Ingenieure berechnen den Ertrag oft falsch, indem sie falsche Dichtewerte verwenden. Sie müssen die Dichte des basischen amorphen Polymers von seinem kristallinen Gegenstück unterscheiden. Standardmäßiger amorpher Polyester hat eine Dichte von etwa 1,33 g/cm³. Aufgrund des Streckprozesses erhöht sich die kristalline BOPET-Dichte jedoch auf 1,38–1,40 g/cm³.
Klare Filme: Berechnen Sie normalerweise mit 1,39 g/cm³.
Matte/weiße Filme: Zusätze wie Titandioxid (TiO2) erhöhen die Dichte.
High-Fill-Filme: Die Dichte kann 1,45+ g/cm³ erreichen.
Diese Dichteschwankung wirkt sich direkt auf Ihr Rollengewicht und Ihre Frachtkosten aus. Schwerere Rollen ergeben weniger Länge pro Kilogramm. Sie müssen die genaue Dichte für Ihre spezifische Sorte verwenden, um Beschaffungsengpässe zu vermeiden.
Der Schutz sensibler Produkte erfordert robuste Barrieren. Dieses Substrat bietet ein optimales Gleichgewicht zwischen Feuchtigkeitsdampfdurchlässigkeitsraten (MVTR) und Sauerstoffdurchlässigkeitsraten (OTR). Es schafft eine äußerst sichere Umgebung gegen atmosphärische Verschlechterung. Darüber hinaus bleibt es äußerst beständig gegen Öle, Fette und industrielle Lösungsmittel. Dies macht es zu einem idealen Kandidaten für aggressive chemische Umgebungen.

Die Auswahl des richtigen Polymers erfordert ein klares Verständnis der Kompromisse. Die folgende Tabelle bietet Ingenieuren eine schnelle Referenz zum Vergleich von PET-Folien mit gängigen Alternativen.
Material | Max. Betriebstemperatur | Sauerstoffbarriere | Zugfestigkeit | Primäre Einschränkung |
|---|---|---|---|---|
PET (BOPET) | 150°C | Exzellent | 200–250 MPa | Höhere Grundkosten |
Polyethylen (PE) | 80°C | Arm | 15–30 MPa | Versagt bei großer Hitze |
Polypropylen (BOPP) | 130°C | Mäßig | 130–150 MPa | Geringere Temperaturbeständigkeit |
PVC | 65°C | Mäßig | 40–60 MPa | Risiken der Auswaschung von Weichmachern |
PE bietet im Allgemeinen geringere Kosten und hervorragende Feuchtigkeitsbarrieren. Es fungiert als hervorragende Versiegelungsschicht. Allerdings versagt PE bei großer Hitze schnell. Außerdem fehlt ihm die nötige Sauerstoffbeständigkeit, um verderbliche Lebensmittel zu schützen. Wenn Sie Hochtemperaturstabilität und umfassende Barrieren benötigen, gewinnt Polyester problemlos die Konkurrenz.
BOPP dominiert den Markt für Standard-Klarverpackungen und -Etiketten, da es äußerst kosteneffektiv ist. Dennoch hat BOPP Grenzen. Polyester bietet eine überragende strukturelle Steifigkeit. Es bietet außerdem eine bessere Bedruckbarkeit und eine höhere Temperaturbeständigkeit. Für anspruchsvolle Industrielaminierungen und hochwertige Lebensmittelanwendungen, bei denen BOPP schmelzen oder sich ausdehnen würde, sollten Sie sich für Polyester entscheiden.
PVC war in der Vergangenheit für Blisterverpackungen und Schrumpfschläuche beliebt. Moderne Medizin- und Lebensmittelqualitäten erfordern jedoch eine strengere chemische Sicherheit. PET-Folie eliminiert das Risiko der Auswaschung von Weichmachern vollständig. Es bietet eine nachgiebigere, chemisch stabilere Alternative. Dies hilft Ihnen, die strengen Lebensmittelkontaktvorschriften der FDA und der EU mühelos zu erfüllen.
Herkömmliche Hochbarriereverpackungen basieren auf Aluminiumfolie. Leider ist Folie schwer, teuer und neigt zu Biegerissen. Vakuummetallisierter Polyester erreicht bei einem Bruchteil des Gewichts foliennahe Barriereeigenschaften. Sie reduzieren Ihre Versandmasse drastisch. Außerdem beseitigen Sie Schwachstellen durch Flex-Cracking und stellen so sicher, dass Ihr Paket während des gesamten Transportlebenszyklus versiegelt bleibt.
Unterschiedliche PET-Folienanwendungen erfordern unterschiedliche Extrusionstechnologien und Gerätekonfigurationen.
Anwendung | Empfohlene Ausstattungsmerkmale |
|---|---|
Lebensmittelverpackungsfolie | Extrusionssystem mit hoher Reinheit |
Thermoformfolie | Hochleistungs-PET-Folienextrusionslinie |
Medizinische PET-Folie | Präzise Dicken- und Kontaminationskontrolle |
Optische PET-Folie | Mehrschichtige Coextrusionstechnologie |
Industrielle PET-Folie | Stabiles Hochleistungs-Extrusionssystem |
Die Wahl der richtigen PET-Folienproduktionslinie trägt dazu bei, die Produktqualität zu verbessern, Materialverschwendung zu reduzieren und die betriebliche Effizienz zu steigern.
Die Herstellung von PET-Folien erfordert äußerst stabile Extrusionsbedingungen. Selbst geringfügige Schwankungen der Schmelzetemperatur, des Drucks oder der Walzengeschwindigkeit können zu Folgendem führen:
Dickeninkonsistenz
Kristallpunkte
Oberflächenfehler
Reduzierte Transparenz
Schlechte Thermoformleistung
Daher sind moderne PET-Platten- und Folienextrusionsmaschinen in der Regel ausgestattet mit:
Automatische Dickenkontrollsysteme
Hocheffiziente Filtereinheiten
Präzise Temperaturkontrollsysteme
Mehrschichtige Coextrusionstechnologie
Intelligente SPS-Automatisierungssysteme
Fortschrittliche Extrusionsausrüstung hilft Herstellern, eine bessere Produktkonsistenz, einen geringeren Energieverbrauch und eine höhere Produktionseffizienz zu erreichen.
Die Spezifikation industrieller Verpackungssubstrate ist ein heikler Balanceakt. Sie müssen präzise technische Anforderungen – wie Dichtevariablen und Wärmebeständigkeit – mit strategischen, risikobewussten Beschaffungspraktiken in Einklang bringen. Ertragsberechnungen und Handelskonformität sind keine optionalen Schritte mehr; Sie sind von grundlegender Bedeutung für eine erfolgreiche Beschaffung.
Ergreifen Sie bei der Planung Ihres nächsten Produktionszyklus sofort Maßnahmen, um Ihre Lieferkette zu sichern. Raten Sie Ihren technischen Einkäufern, frühzeitig Lieferantengespräche einzuleiten. Fordern Sie für jede vorgeschlagene Sorte technische Datenblätter (TDS) an. Vergewissern Sie sich, dass die Dynwerte der Koronabehandlung Ihren Druckkapazitäten entsprechen. Schließlich fordern Sie immer einen verifizierten Nachweis der Handelskonformität an, bevor Sie Ihre ersten Pilottestrollen bestellen.
A: Berechnungen schlagen normalerweise fehl, weil Käufer die falsche Dichte verwenden. Standardmäßiger amorpher Polyester hat eine Dichte von 1,33 g/cm³. Biaxial orientierte Sorten (BOPET) haben jedoch eine höhere Kristallstruktur, wodurch die Dichte auf 1,38–1,40 g/cm³ steigt. Gefüllte Filme, die Titandioxid enthalten, können 1,45 g/cm³ überschreiten.
A: Ja, Standardsorten haben von Natur aus eine niedrige Oberflächenenergie. Tinten und Klebstoffe haften nicht sicher auf unbehandelten Oberflächen. Sie müssen sicherstellen, dass das Material elektrische (Corona) oder chemische Behandlungen erhält. Dadurch wird die Oberflächenenergie für eine optimale Bedruckbarkeit auf >42 dyn/cm erhöht.
A: Nein. Standardpolyester hat einen hohen Schmelzpunkt von etwa 250 °C und versiegelt sich unter normalen Verpackungsbedingungen nicht mit sich selbst. Um eine starke Versiegelung zu erreichen, müssen Sie eine spezielle coextrudierte Sorte angeben oder eine spezielle Heißsiegelschicht auftragen.
A: Dickere Stärken verbessern die strukturelle Steifigkeit erheblich und bieten geringfügige Verbesserungen der Barriere. Wenn Ihre Anwendung jedoch eine außergewöhnliche Hochbarriereleistung erfordert, ist eine Erhöhung der Dicke ineffizient. Durch spezielle PVdC-Beschichtungen oder Vakuummetallisierung erreichen Sie bessere Feuchtigkeits- und Sauerstoffbarrieren.


